发货:3天内
发送询价
在弯曲过程中,金属材料的塑性变形和弹性变形是同步的。当弯曲结束时,由于恢复弹性变形而产生回弹。回弹现象直接影响工件尺寸精度,因此需要对其进行控制。为此采取的技术措施有:角度补偿法。如果工件的折弯角为90°,则折弯机下槽口(V形)的开口角度可选择78°。压力时长增加校正率。当弯曲终了时,通过加压修正,延长弯曲机上模、工件和下槽的接触时间,以增加下槽角部的塑性变形,使拉压区内纤维的回弹相互抵消,从而减小回弹。
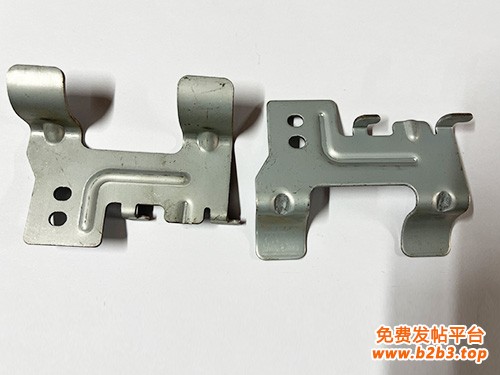
 金属折弯件设计的原则和检验和在冲压加工中容易出现的问题
金属折弯件设计的原则和检验和在冲压加工中容易出现的问题[一]、不锈钢拉伸折弯件设计的原则和检验
随着社会的不断发展与进步许多领域都需要使用不锈钢拉伸折弯件。例如,汽车行业的全体不锈钢拉伸折弯件,汽车零部件类不锈钢拉伸折弯件,电气零部件等。我们来学习下不锈钢拉伸折弯件的设计原则与检验吧。
不锈钢拉伸折弯件设计的原则和检验:
(1)设计的不锈钢拉伸折弯件满足产品使用和技术性能,并能便于组装及修配。
(2)设计的不锈钢拉伸折弯件,在确保能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、确保产品质量稳定。
(3)设计的不锈钢拉伸折弯件有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
(4)设计的不锈钢拉伸折弯件,应有利于尽可能使用现有设备、工艺装备和工艺流程对其进行加工,并有利于冲模使用寿命的延长。
(5)设计的不锈钢拉伸折弯件形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用较少、较简单的折弯工序完成整个零件的加工,减少再用其他方法加工,并有利于折弯操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
[二]、在不锈钢冲压折弯件中容易出现的问题
不锈钢冲压折弯件是一种常见的不锈钢冲压折弯件,工艺方面也是相对比较简单的,但在实际生产中,或多或少也是会出现一些问题的,比如外观不良、尺寸不符合标准,出现裂纹、凸起、压痕、滑料的质量问题等。以下是我们总结出的不锈钢冲压折弯件在不锈钢冲压折弯件中容易出现的问题,希望对您有帮助。
1、折弯后冲压折弯件尺寸不达标或者形状有偏差
加工的钢板都是具有一定的回弹性的,在开模前一定要将材料的回弹性考虑进去,在设计不锈钢或者弹簧钢不锈钢冲压折弯件时,在正式确定折弯模具尺寸前先对回弹量进行试验。
2、产品表面质量不良
不锈钢冲压折弯件表面质量不良主要有:划伤、拉伤、凹点等等。主要是由于模具表面光洁度不好、模具硬度热处理不合理、折弯模具圆角过小或有损坏的地方。另外,钢板的厚度不标准或者材料不合格也会导致产品外观不良。
3、折弯处出现裂纹
(1)、材料选择不当
原材料的塑形不好,硬度过高,脆性过大。
(2)、折弯方向选择不当
在折弯时,一定要将折弯方向与材料轧纹方向相同,而对于需要双向折弯的不锈钢冲压折弯件,折弯方向要和轧纹方向成45度的夹角。
(3)、摩擦力过大
在折弯时,可根据实际的加工情况,采用润滑。
(4)、模具圆角过小
模具圆角也就是折弯的弯曲的半径,通常根据材料的厚度确定,如果材料过厚而圆角过小,就容易出现裂纹。
沧州德帮汽车配件制造有限公司(http://www.dbqcpj.com)主营各种金属拉伸件、金属折弯件、不锈钢冲压件拥有各类大、小压力机(冲床)及相应的配套设备。把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,欢迎新老客户前来选购。